

服务热线
13862582289 张经理

产品时间:2022-01-19 13:26:46
简要描述:
一、机床的型号规格及参数技术名称DS703C装夹电极直径(mm)Φ0.3-Φ3主轴行程(mm)250主轴伺服行程(mm)360旋转头(C轴)转速(rpm)150工作台尺寸320*440X-Y行程(mm)400*300导向器与工作台最大距离(mm)250最大加工电流(A)30输入最大功率(KW)3.5电源输入方式(...

一、机床的型号规格及参数
型号规格 | DS703 |
工作台尺寸(mm) | 600*400 |
X-Y行程(mm) | 450*350 |
Z轴行程(mm) | 300 |
最大加工深度(mm) | 300 |
最大承载工件重量(kg) | 300 |
装夹电极直径(mm) | Φ0.2~Φ3.0 |
最大加工电流(A) | 30 |
最大加工速度(mm/min) | 60(视材料 电极而定) |
输入最大功率(KW) | 3.5 |
电源输入方式(V/HZ) | 380/50 |
控制方式 | Z轴自动 |
数显 | XY轴 |
工作液 | 水/皂化液 |
最大工作液压力(Mpa) | 8 |
主机外型尺寸(W*L*H) | 1100*1100*2000 |
整机重量(kg) | 600 |
二、主要用途和使用范围
本机床主要用于加工不锈钢、淬火钢、硬质合金、铜、铝等各种导电材料工件上直径Φ0.3~Φ3mm之间的小孔。最大深径比达300:1以上。最大加工速度为60mm/min。
三、机床主要部件概述
3.1主轴系统
主轴滑块由伺服电机带动丝杠螺母完成上下运动。旋转头装在主轴滑块上。他们之间用绝缘板绝缘。主轴头内部装有行程开关,以限定主轴滑块运动的位置。(见图3-1)
摇动手轮可以使整个主轴系统上下运动,以调节装在主轴系统下端的导向器与工件之间的距离。这部分运动由方形导轨导向、蜗轮蜗杆、齿轮、齿条传动。
松开导向器座前部的螺钉,可取下导向器,换上所需规格的导向器再拧紧
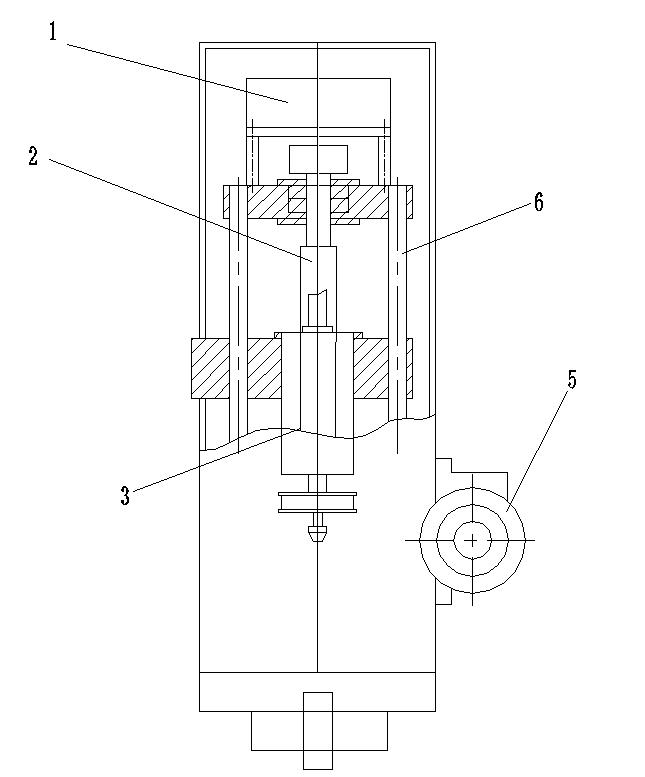
1.伺服电机 2.丝杠 3.主轴
4.导向器 5.升降组合 6.导轨
3.2旋转头
该部件装在主轴滑块上。它实现电极的装夹、旋转、导电及旋转时高压工作液的密封导入(见图3-2)。采用低速同步电机驱动,中间经同步齿形带减速,旋转主轴转速为150转/分。
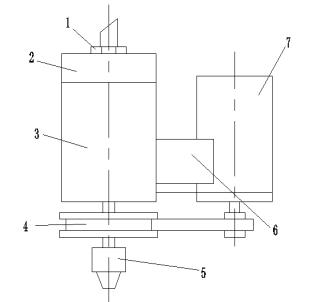
图3-2旋转头外形图
1.接头 2.密封组合 3.主体 4.同步齿形带 5.夹头 6.电刷组合 7.电机
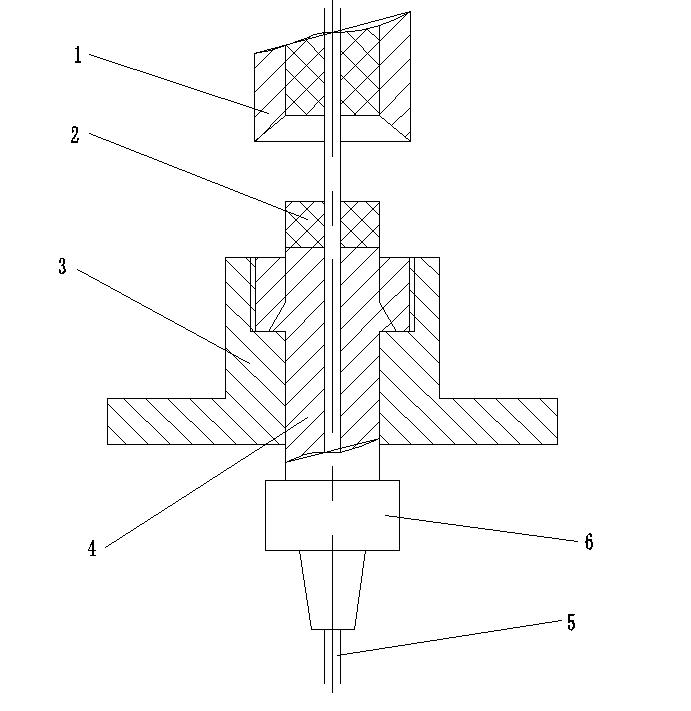
图3-3旋转头安装结构简图
1.主轴 2.密封圈 3.旋钮
4.引导套 5.电极 6.夹头
3.3坐标工作台
该工作台装在机床底座上,由下拖板、中拖板、工作台及接液盘组成。
拖板运动有导轨导向和丝杠螺母传动。导轨间隙通过螺钉调节压条来消除。
坐标工作台的X、Y运动方向还装有光栅数显,可直接显示工作台的位置。
通过注油器,可给导轨面加油润滑。
工作台用大理石制成,台下装有接液盘,并配有挡液罩。
3.4工作液系统
3.4.1 工作原理
高压泵2将工作液从工作液桶4输送到过滤器3。工作液经过过滤器3后,由高压泵2送到电极7上,调压阀8用于调节送到电极的工作压力,压力表1显示压力,工作液经电极及加工区后,从积液盘6回到废液桶5中。(见图4-5)
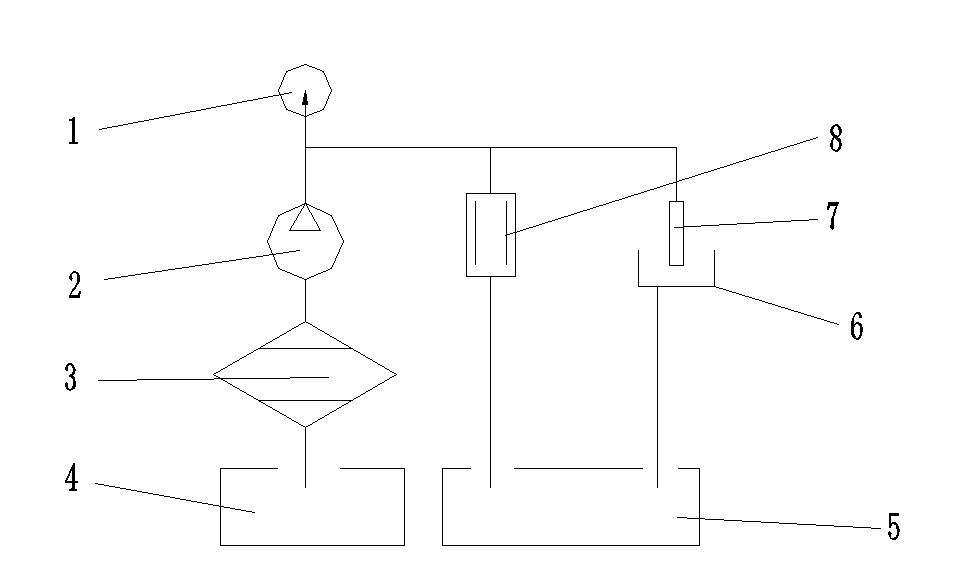
图4-5工作液系统原理图
1.压力表 2.高压泵 3.过滤器 4.工作液桶
5.工作液回流桶 6.积水盘 7.电极 8.调压阀
3.4.2 组成结构
工作液系统主要由工作液桶、过滤器、高压泵、调节阀、管道及废液桶几部分组成。
高压泵由电机和带压力表的三缸柱塞泵组成,电机通过连轴器驱动柱塞泵,它们整个安装在底板上,拧下8个螺钉,可对三缸柱塞泵进行清洗和维修等工作。
机床附件及其它物品表
序号 | 名称 | 单位 | 数量 | 备注 |
1 | 电源线 | 根 | 1 | HL-XDYX |
2 | 水管 | 套 | 1 | HL-XSG |
3 | 工件压板 | 套 | 1 | HL-XYB |
4 | 卡子 | 只 | 1 | HL-XKG |
5 | 工具箱 | 只 | 1 | HL-XGJX |
6 | 内六角扳手 | 套 | 1 | |
7 | 螺刀 | 套 | 1 | |
8 | 活动扳手 | 把 | 1 | |
9 | 尖嘴钳 | 把 | 1 | |
10 | 使用说明书 | 份 | 1 | |
11 | 合格证明书 | 份 | 1 | |
12 | 装箱单 | 份 | 1 |
四、安装、调试、验收、培训
4.1 安装及调试
4.1.1 设备到货3日内,供方安装人员到达现场。设备安装过程中,需方应派人员配合工作,供方技术人员在现场给予需方正确的技术指导和全面培训,包括详细解释供方的技术资料、图纸、操作手册及设备的技术性能等。
4.1.2 供方在设备到货7日前提供安装材料清单给需方。
4.1.3 需方依据供方技术人员要求协助供方安装调试工作。
4.1.4 安装及调试时间:安装调试时间为3天。
4.2 验收
4.2.1 设备安装调试合格,签署初验收文件;负荷运行24个小时合格后,双方签署合同设备的终验收文件。
4.2.2 需方需指定专人负责设备交接、保管、试车等工作。
4.3 培训
4.3.1 供方免费进行技术培训,使需方人员能掌握有关系统设备的使用、维护和管理,达到独立进行操作、日常测试维护等工作目的。验收完毕后供方对需方人员进行培训,内容包括:基本理论、实际操作及使用、设备维护、安全要点以及其他相关内容。
五、质量保证与技术服务
5.1 供方对设备的质量保证期为终验收合格之日起12个月。
5.2 在质量保证期内,供方免费提供技术服务及更换损坏器件。
5.3 供方承诺,质量保证期满后,继续为需方提供技术服务,费用由需方承担。
5.4 供方承诺,质量保证期满后,以优惠的价格向需方提供零部件、备品备件,优惠幅度不低于市场均价的 10 %。
5.5 供方承诺:在收到需方正式书面通知或电话通知后,2小时内响应,视具体情况到现场进行服务;或经双方协商,以特快专递免费寄送所需之更换部件。
上一篇:没有了!
下一篇:DSCNC703数控小孔机
如果您有任何问题,请跟我们联系!
联系我们
地址:苏州市相城区望亭镇腾飞中路9号
